Table of Contents
Makron
I NcEdit har man möjlighet att skapa egna makron. De fungerar ungefär som Dialoger och kan snabba upp mycket av den manuella programmeringen.
Beskrivning
Det finns möjlighet att skapa egna (dialoger) formulär för t.ex. programstart, verktygsbyten eller programkoder som ofta upprepas.
När formuläret är ifyllt och OK klickas kommer resultatet att kopieras till klippbordet och kan infogas på valfri plats i NC-programmet.
NcEdit levereras med några stycken exempelmakron som du kan utgå ifrån när nya skapas.
Exempel

Formulär filer lagras i en undermapp till NcEdits installationsmapp som heter Macros. I den mappen finns mappar som motsvarar ett namn på Macrofliken. Macron skapas med tillägget .NCM.
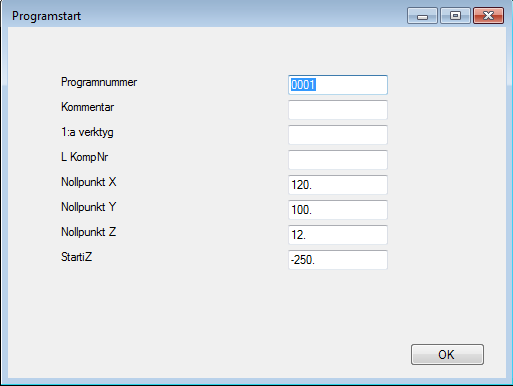
Ett av exempelmakrona heter Progstart.
Genom helt enkelt kopiera en befintlig .NCM fil till en med ett annat namn och därefter använda t.ex. anteckningar, (notepad) för att redigera kan enkelt nya formulär skapas.
Formulärfilen är uppbygg så här:
'======================================================
'
' - Fyll i ledtexten som skall stå innan inmatningrutan
' efter '=' tecknet.
'
' - Om ett förvalt värde skall visas så skriv in
' värdet inom [ ] tecken på samma rad.
'
' – Lämnas en variabel tom så visas ingen inmatningruta
'
'======================================================
<1>=Programnummer [0001]
<2>=Kommentar
<3>=1:a verktyg
<4>=L KompNr
<5>=Nollpunkt X [120.]
<6>=Nollpunkt Y [100.]
<7>=Nollpunkt Z [12.]
<8>=StartiZ[-250.]
<9>=
<10>=
// !!! - TA EJ BORT DENNA RAD - !!! //
%
O<1> (<2>)
N10 G40 G80 G17
N20 G28 G41 Z0
N30 G28 X0 Y0
N40 T<3> M6
N50 G54
N60 G0 G90 X<5> Y<6> Z<7>
N70 G43 H<4>
Variabel 1 till 10 kan användas för att ange den text som vara ledtext till den rutan där värden skall fyllas i. Värdena inom hakparentes är grundvärden och vid inmatning kan dessa accepteras med ENTER eller så kan ett nytt värde skrivas in.
Efter de två // tecknen skapas den NC-kod som formuläret skall generera. Där de inmatade värdena skall infogas skriver man in variabeln t.ex. <5>
Här visas resultatet som kopierats till klippbordet och därefter kan klistras in i NC-programmet med Klista in funktionen.
%
O1234 (PUMP-32)
N10 G40 G80 G17
N20 G28 G41 Z0
N30 G28 X0 Y0
N40 T12 M6
N50 G54
N60 G0 G90 X120. Y100. Z12.
N70 G43 H12