User Tools
Table of Contents
Helix gängfräsning cirkulär / linjär
Beskrivning
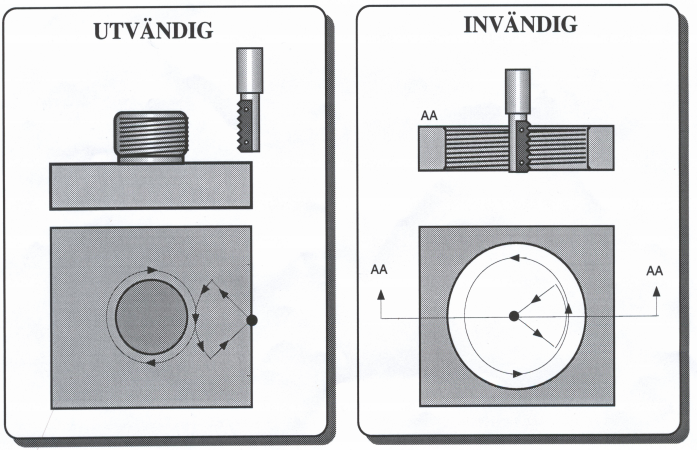
Gängfräsningen är anpassat för In- och Utvändig gängfräsning med gängbommar för färdig gänga med ett varv.
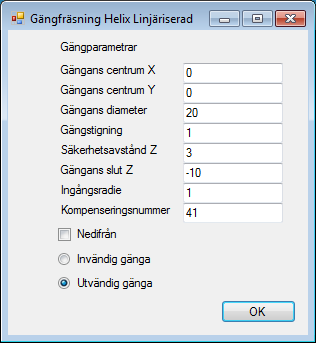
Programmet gör ett NC program som gängfräser med G1 (linjärt) eller G2, G3 cirkulärt i tre axlar.
på så vis blir man inte beroende av att CNC maskinen kan interpolera med helixinteroplering.
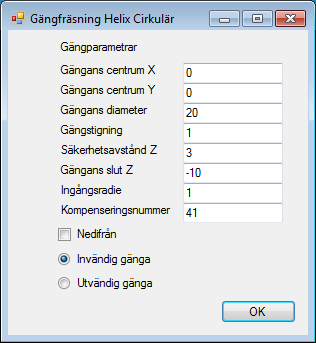
Gängans centrum X/Y
Gängans absoluta centrum i koordinatsystemet i X och Y-led
Gängans diameter
Här anges gängans diameter
Gängstigning
Här anges gängans stigning
Säkerhetsavstånd i Z
Ange säkerhetsavstånd där du fritt kan flytta över detaljen i Z.
Gängans slut i Z
Gängans slutpunkt i Z är det absoluta Z-måttet på gängan slut. Programmet räknar automatiskt ut hur högt upp gängan ska börja i Z- för att slutligen uppnå den punkt som ska vara slutpunkt.
Ingångsradie
In och utgången till gängans startpunkt kommer att genomföras med 1/8- varv . Ingångradien måste anpassas till diametern på gängan och radien på gängfräsen
Kompenseringsnummer
Här anges vilket kompenseringsnummer som anges för gängfräsen.
IN / UT vändig
Klicka i typ av gänga.
Linjär / Cirkulär
Gängfräsningen genomförs med ett program som förflyttar sig med G1 och en massa små förflyttningar i X- Y- och Z-axlarna eller med G2/G3.